zum Bearbeiten von Zuziehgriffen, Armlehnen, Sitzrückwänden und Verkleidungen
Auf allen fünf Kontinenten bringen Fahrzeughersteller unsere kompakte und modular aufgebaute Kaschiertechnologie zum Einsatz. Ein ausgereiftes Anlagendesign, Material sparende Konzepte, automatisierte Abläufe und Schnellwechselsysteme zur höchstmöglichen Auslastung machen die prozesssicheren und wartungsarmen Anlagen und Werkzeuge von AKE-technologies zur Benchmark im Kaschierbereich.AKE bietet innovative Systeme mit kombinierten Prozessen, wie etwa Klebe-Kaschieranlagen, Anlagen mit einem nachfolgenden Umbugprozess oder Montageprozess.
Anlagen zum Kaschieren und Umbugen von Kofferraumladeböden und Hutablagen

Anlagenbeschreibung
- Verbundanlage zum Kaschieren und Umbugen von Kofferraumladeböden und Hutablagen
- Montageanlage mit integriertem Pressensystem und wechselbaren Werkzeugen
- Produktion verschiedenster Bauteilvarianten möglich
Prozesse
- Freies Einlegen von Stoffdekor und Trägerteil und automatische Positionserkennung durch Kamerasysteme
- Plasmabehandlung des Umbugbereichs des Trägerteils
- Auftrag eines Hotmeltklebers mittels Walzensystem
- Erhitzen des Klebers durch ein Infrarot-Heizfeld
- Kaschier- und Umbugprozess integriert in wechselbaren Werkzeugen
Klebe-Kaschieranlagen für Mittelarmlehnen

Anlagenbeschreibung
- Verklebung des Stoffdekors anstatt eines aufwendigen Klammerprozesses
- Einlegen und Positionierung des Echtlederdekors durch den Werker mit Hilfe von Positionierhilfen
- Integrierte Plasma-Vorbehandlung
- Vollautomatisches Kleben und Umbugen
- Zusätzliches Kleben einer Abdeckung
- Integrierter Kleberauftrag für Klebe-, Kaschier- und Umbugprozesse
- Nacharbeitsfreier Umbug
- Wechselbares Werkzeug
Kaschieranlagen mit Umbugprozess
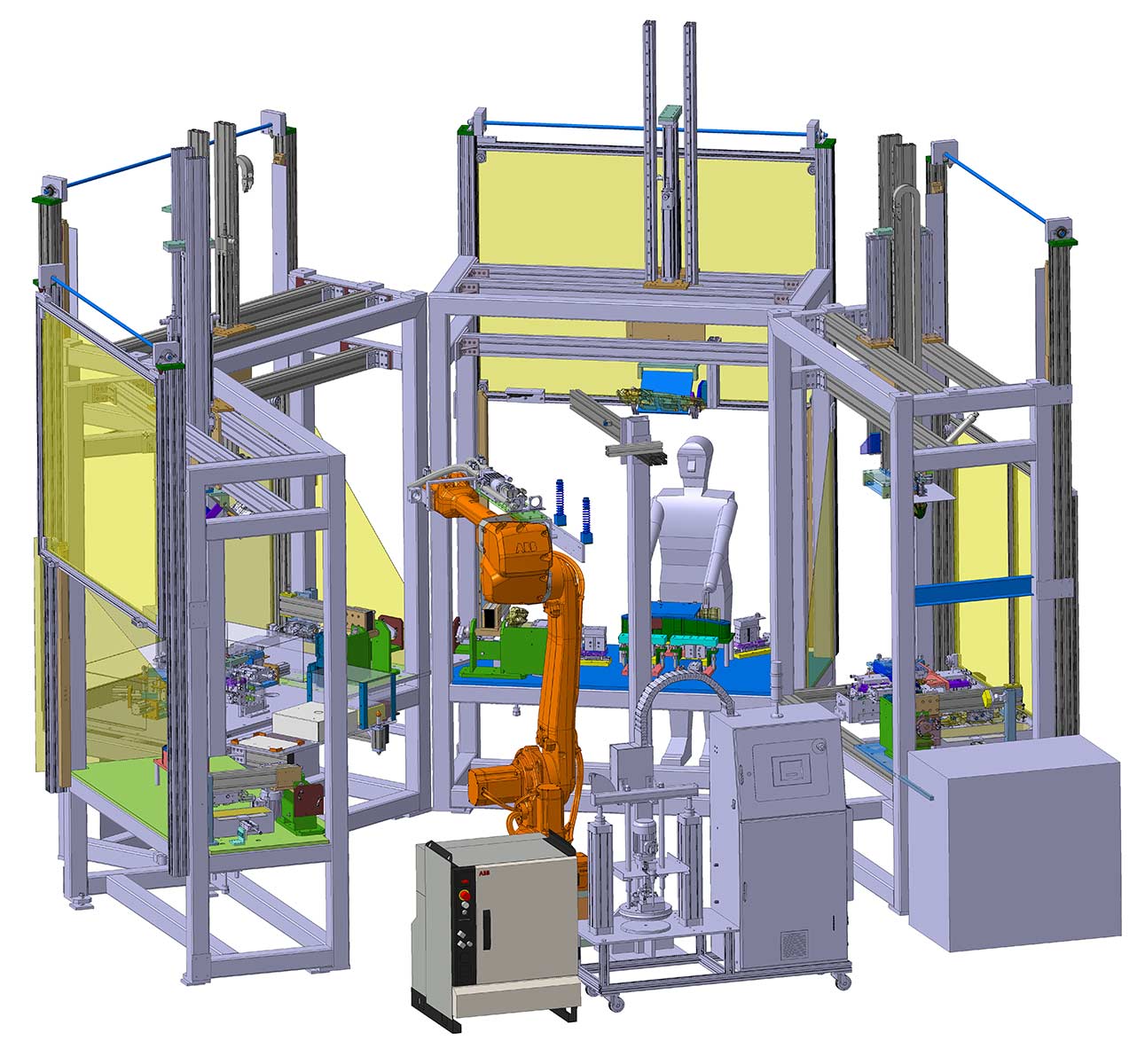
- Flexibles Anlagenkonzept mit vier separaten Kaschier-Umbugstationen
- Variabler Werkereinsatz (bis zu 4 Personen)
- Arbeitsplatzabsicherung über vertikale Rolltorsysteme, um unbeabsichtigte Prozessunterbrechungen durch die Werker auszuschließen
- Manuelle Bestückung der Grundträger Armstützen an den Oberwerkzeugen der Pressensysteme
- Manuelles Vorlegen der Abstandsgewirke mit Einlegeschablone im Schaumbett
- Manuelles Vorlegen der Lederzuschnitte im Kaschierwerkzeug mit Positionierung der Ziernaht über Laserpointer und Vakuumfixierung
- Automatischer Klebstoffauftrag mit Robotersystem im Spinnsprühverfahren zur Fixierung des Abstandsgewirkes und der Ziernaht am Grundträger
- Nachfolgender automatischer Kaschierprozess in beiden Werkzeugsystemen
- Automatischer Klebstoffauftrag als Raupenauftrag für den nachfolgenden automatischen Umbugprozess
- Umlaufender nacharbeitsfreier Umbugprozess der Bauteilkante
- Separate Überwachung des Klebstoffequipments mit zyklischer Kontrolle der Förderleistung und der Werkzeugorientierung

